
Süsinikmaterjali tootmisprotsess on rangelt kontrollitud süsteemitehnika. Grafiitelektroodide, spetsiaalsete süsinikmaterjalide, alumiiniumsüsiniku ja uute tipptasemel süsinikmaterjalide tootmine on lahutamatult seotud tooraine, seadmete, tehnoloogia, nelja tootmisteguri haldamise ja nendega seotud patenteeritud tehnoloogia kasutamisega.
Toorained on peamised tegurid, mis määravad süsinikmaterjalide põhiomadused, ja tooraine toimivus määrab toodetud süsinikmaterjalide toimivuse. UHP ja HP grafiitelektroodide tootmiseks on esimene valik kvaliteetne nõelkoks, aga ka kvaliteetne sideaineasfalt ja immutusaineasfalt. Kuid ainult kvaliteetne tooraine ning seadmete, tehnoloogia, juhtimistegurite ja sellega seotud patenteeritud tehnoloogia puudumine ei võimalda toota kvaliteetseid UHP ja HP grafiitelektroode.
See artikkel keskendub kvaliteetse nõelkoksi omadustele, et selgitada mõningaid isiklikke seisukohti nõelkoksi tootjate, elektrooditootjate ja teadusinstituutide arutamiseks.
Kuigi nõelkoksi tööstuslik tootmine Hiinas on välismaiste ettevõtete omast hilisem, on see viimastel aastatel kiiresti arenenud ja hakanud kuju võtma. Kogutootmismahu poolest suudab see põhimõtteliselt rahuldada kodumaiste süsinikuettevõtete UHP ja HP grafiitelektroodide nõelkoksi nõudlust. Siiski on nõelkoksi kvaliteedis välismaiste ettevõtetega võrreldes teatav erinevus. Partii jõudluse kõikumine mõjutab kvaliteetse nõelkoksi nõudlust suurte UHP ja HP grafiitelektroodide tootmisel, eriti puudub kvaliteetne ühendusnõelkoks, mis suudaks rahuldada grafiitelektroodide ühenduskohtade tootmist.
Välismaised süsinikuettevõtted, mis toodavad suure spetsifikatsiooniga ülikõrge ja kõrge kõrgsurve grafiitelektroode, on sageli esimene valik kvaliteetse nafta nõelkoksi peamise toorainena. Jaapani süsinikuettevõtted kasutavad toorainena ka söeseeria nõelkoksi, kuid ainult järgmise φ 600 mm spetsifikatsiooniga grafiitelektroodide tootmiseks. Praegu on Hiinas nõelkoks peamiselt söeseeria nõelkoks. Süsinikuettevõtted toodavad kvaliteetseid suuremahulisi ülikõrge kõrgsurve grafiitelektroode sageli imporditud nafta seeria nõelkoksi, eriti kvaliteetsete liitekohtade tootmisel, kus toorainena kasutatakse imporditud Jaapani Suishima õli seeria nõelkoksi ja Briti HSP õli seeria nõelkoksi.
Praegu võrreldakse erinevate ettevõtete toodetud nõelkoksi välismaiste nõelkoksi kaubanduslike jõudlusnäitajatega tavaliselt tavapäraste jõudlusnäitajate abil, nagu tuhasisaldus, tegelik tihedus, väävlisisaldus, lämmastikusisaldus, osakeste suurusjaotus, soojuspaisumistegur jne. Siiski on nõelkoksi klassifikatsioonis endiselt puudus võrreldes välisriikidega erinev tase. Seetõttu ei saa nõelkoksi tootmine kõnekeeles ka "ühendatud kaupade" jaoks kajastada kvaliteetse esmaklassilise nõelkoksi kvaliteeti.
Lisaks tavapärasele jõudluse võrdlemisele peaksid süsinikuettevõtted pöörama tähelepanu ka nõelkoksi iseloomustamisele, näiteks soojuspaisumisteguri (CTE) klassifikatsioonile, osakeste tugevusele, anisotroopia astmele, paisumisandmetele mitte-inhibeeritud ja inhibeeritud olekus ning paisumise ja kokkutõmbumise vahelisele temperatuurivahemikule. Kuna need nõelkoksi termilised omadused on grafiitelektroodi tootmisprotsessis grafitiseerimisprotsessi juhtimiseks väga olulised, ei ole loomulikult välistatud ka sideaine ja immutusaine asfaldi põletusel moodustunud asfaltkoksi termiliste omaduste mõju.
1. Nõelkoksi anisotroopia võrdlus
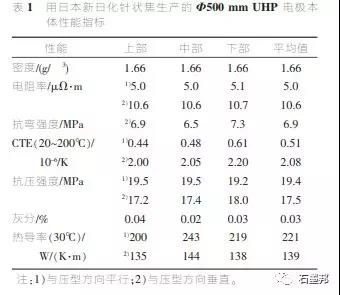
(A) Näidis: kodumaise süsinikutehase φ 500 mm UHP elektroodi korpus;
Tooraine nõelkoks: Jaapani uus keemiline LPC-U klass, suhe: 100% LPC-U klass; Analüüs: SGL Griesheimi tehas; Tulemusnäitajad on esitatud tabelis 1.
(B) Proov: φ 450 mmHP elektroodi korpus kodumaisest süsinikutehasest; Tooraine nõelkoks: kodumaise tehase õli nõelkoks, suhe: 100%; Analüüs: Shandongi Bazani süsinikutehas; Toimivusnäitajad on esitatud tabelis 2.
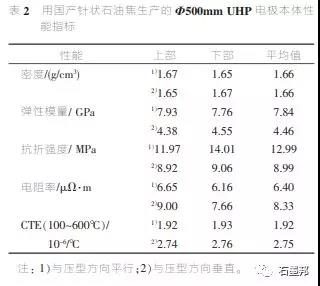
Nagu tabelite 1 ja 2 võrdlusest näha, on uue igapäevase keemilise söe mõõdiks kasutatava lPC-U klassi nõelkoksi termiliste omaduste anisotroopia suur, kusjuures CTE anisotroopia võib ulatuda 3,61–4,55-ni ja takistuse anisotroopia on samuti suur, ulatudes 2,06–2,25-ni. Lisaks on kodumaise nafta nõelkoksi paindetugevus parem kui uue igapäevase keemilise LPC-U klassi söe mõõdikoksil. Anisotroopia väärtus on palju madalam kui uue igapäevase keemilise LPC-U söe mõõdikoksil.
Ülikõrge võimsusega grafiitelektroodide tootmise anisotroopse astme toimivusanalüüs on nõelkoksi tooraine kvaliteedi hindamine või mitteoluline analüüsimeetod. Anisotroopia astme suurusel on muidugi ka teatav mõju elektroodide tootmisprotsessile. Elektrienergia anisotroopia aste on äärmiselt hea termilise šoki toimivusega kui väikese elektroodi keskmise võimsuse anisotroopia aste.
Praegu on Hiinas söekoksi tootmine palju suurem kui nafta nõelkoksi tootmine. Kõrge tooraine hinna ja süsinikuettevõtete hinna tõttu on keeruline kasutada 100% kodumaist nõelkoksi ülikõrge kõrgsurveelektroodi tootmisel, lisades samal ajal elektroodi tootmiseks teatud koguse kaltsineeritud naftakoksi ja grafiidipulbrit. Seetõttu on kodumaise nõelkoksi anisotroopiat raske hinnata.
2. Nõelkoksi lineaarsed ja volumeetrilised omadused
Nõelkoksi lineaarse ja mahulise muutuse käitumus peegeldub peamiselt elektroodi poolt tekitatud grafiidiprotsessis. Temperatuuri muutumisega läbib nõelkoks grafiidiprotsessi kuumenemise käigus lineaarse ja mahulise paisumise ja kokkutõmbumise, mis mõjutab otseselt elektroodi röstitud tooriku lineaarset ja mahulist muutust grafiidiprotsessis. See ei kehti toorkoksi erinevate omaduste ja nõelkoksi erinevate klasside puhul. Lisaks on ka nõelkoksi ja kaltsineeritud naftakoksi erinevate klasside lineaarsete ja mahuliste muutuste temperatuurivahemik erinev. Ainult toorkoksi selle omaduse valdamisega saame grafiidi keemilise järjestuse tootmist paremini kontrollida ja optimeerida. See on eriti ilmne järjestikuse grafitiseerimisprotsessi puhul.
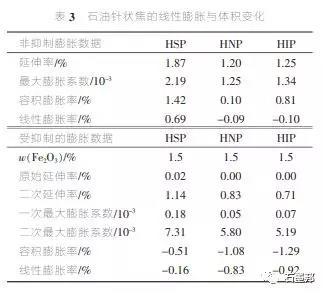
Tabel 3 näitab Ühendkuningriigis Conocophillipsi toodetud kolme naftanõelkoksi klassi lineaarseid ja mahulisi muutusi ning temperatuurivahemikke. Lineaarne paisumine toimub esmalt, kui õlinõelkoks hakkab kuumenema, kuid lineaarse kokkutõmbumise algustemperatuur jääb tavaliselt maksimaalsest kaltsineerimistemperatuurist maha. Lineaarne paisumine algab temperatuurivahemikus 1525 ℃ kuni 1725 ℃ ja kogu lineaarse kokkutõmbumise temperatuurivahemik on kitsas, vaid 200 ℃. Tavalise viivitatud naftakoksi kogujoonelise kokkutõmbumise temperatuurivahemik on palju suurem kui nõelkoksi oma ning kivisöenõelkoks jääb nende kahe vahele, veidi suurem kui õlinõelkoksi oma. Jaapanis asuva Osaka tööstustehnoloogia katseinstituudi katsetulemused näitavad, et mida halvem on koksi termiline jõudlus, seda suurem on kahanemisjoone temperatuurivahemik, ulatudes kuni 500–600 ℃-ni, ja kahanemisjoone algtemperatuur on madal, 1150–1200 ℃ juures hakkab toimuma kahanemine, mis on iseloomulik ka tavalisele viivitatud naftakoksile.
Mida paremad on nõelkoksi termilised omadused ja suurem on selle anisotroopia, seda kitsam on lineaarse kokkutõmbumise temperatuurivahemik. Mõned kvaliteetsed õlinõelkoksi lineaarse kokkutõmbumise temperatuurivahemik on vaid 100–150 ℃. Süsinikuettevõtete jaoks on väga kasulik juhtida grafitiseerimisprotsessi tootmist pärast seda, kui nad on mõistnud erinevate toorainete koksi lineaarse paisumise, kokkutõmbumise ja uuesti paisumise omadusi, mis aitab vältida mõningaid ebavajalikke kvaliteedijäätmeid, mis tekivad traditsioonilise kogemusliku meetodi kasutamisel.
3 järeldust
Meisterdage tooraine erinevaid omadusi, valige mõistlik seadmete sobivus, hea tehnoloogia kombinatsioon ning ettevõtte juhtimine on teaduslikum ja mõistlikum. See terviklik protsessisüsteemi seeria on tihedalt kontrollitud ja stabiilne ning võib öelda, et see on aluseks kvaliteetse ülikõrge võimsusega ja suure võimsusega grafiitelektroodi tootmisele.
Postituse aeg: 30. detsember 2021